
ラインスキャンカメラとは?
ラインスキャンカメラは、画像処理の分野で広く使用されているカメラです。一度に全体の画像を撮影するのではなく、対象物をライン(線)ごとにスキャンして画像を構成します。
ラインカメラとも呼ばれ、センサー部分が1ラインに並んでいて、画素数は並んでいるセンサの数を指します。画素数は1K=1024画素で呼称します。下記の例は2048画素のもので、省略して2Kと表記します。
 ラインスキャンカメラの原理・仕組み
ラインスキャンカメラの原理・仕組み
ラインスキャンカメラは、一列に並んだ多数のピクセルからなるイメージセンサーを用いて、一ライン分の画像取得を繰り返し、対象物がカメラの前を連続的に移動するか、またはカメラ自体が移動して対象物をスキャンすることで、センサーが取得した各ラインの画像データを連続的に組み合わせて全体の画像が生成されます。
高精度な画像を得るためには、カメラと対象物の移動が正確に同期することが重要で、エンコーダなどの同期装置がよく使用されます。取得したラインデータは、専用の画像処理ソフトウェアによってリアルタイムで処理され、欠陥の検出、寸法測定、パターン認識などの高度な解析が可能となります。
ラインスキャンカメラの特徴
 高解像度
高解像度
ラインスキャンカメラは、一列に並んだ多数のピクセルからなるイメージセンサーを用いることで非常に高い解像度の画像を取得することができます。エリアカメラと異なり、搬送方向への画素数を制限無く延長することができるため、より大きなピクセル数の多い画像を構成することが可能です。
広範囲撮影
対象物をラインごとにスキャンして画像を構成するため、広範囲にわたる撮影が可能であり、長い物体や広い面積を持つ対象物の全体像を一度に詳細に把握することができます。 例えば、紙や布のような連続した素材の検査や、道路や鉄道の長距離検査において、広範囲を高解像度で捉えることができます。
連続撮影
ラインスキャンカメラは、連続的に動く対象物をリアルタイムでスキャンし続けることができます。生産ラインやベルトコンベア上での検査作業において、途切れることなくデータを取得し続けることが可能です。
例えば、食品や飲料の生産ラインでの品質検査や、電子部品の製造過程における欠陥検出など、連続して動く対象物を正確に検査することが求められる環境で活用されます。
高速撮影
高速で移動する対象物に対しても、ラインスキャンカメラは迅速にスキャンを行い、鮮明な画像を取得することが可能です。生産速度が速い環境でも精度を損なうことなく検査や解析を行えます。
例えば、自動車の製造ラインや高速で流れる紙媒体の製造過程など、スピードと精度を両立させることが求められる際にその性能が発揮されます。
エリアカメラとラインカメラの違い
前述したラインカメラの特徴に関する詳細として、エリアカメラとの比較ポイントを解説します。
 撮像方式
撮像方式
エリアカメラは、2次元のイメージセンサーを使用して一度に全体の画像を撮影します。対象物の静止画像を一瞬でキャプチャすることができるため、定位置での撮影や特定の瞬間を捉えるのに適しています。
一方、ラインカメラは1次元のイメージセンサーを用い、対象物をラインごとにスキャンして画像を構成します。連続して動く対象物の全体像を時間をかけてスキャンすることで得るため、動きのある対象物の連続的な撮像が可能です。
解像度(分解能)
エリアカメラは、イメージセンサーの縦と横の画素数が固定となっているため、1つの画像における画素数を変更することはできません。そのため、解像度を上げることができない場合があります。
対して、ラインカメラは1ラインのみのイメージセンサーを搭載しているため、カメラを横に並べて取得画像を接続することが容易です。また搬送方向への接続制限が理論上ないため、1つの大きな画像を作成する場合において、画素数の制限が少ないといえます。半導体の検査や高精度の印刷物の品質管理など、細部まで正確に観察する必要がある場面で特に有効です。
撮像範囲
エリアカメラは、一度の撮影で広範囲をカバーできるため、静止した対象物や一定のエリアを撮影するのに最適です。例えば、静止した部品の検査や固定されたシーンの全体像を捉える場合に有効です。
ラインカメラは、対象物が移動することでスキャンが進むため、連続的に広範囲を撮像することが得意です。ベルトコンベア上を流れる製品や、長い素材の全体を詳細に撮影する際に適しています。
照明
エリアカメラは、撮影対象全体に均一な照明を必要とし、広い範囲を均一に照らす照明設計が重要となります。照明が不均一であると、画像の一部が暗くなったり、過度に明るくなったりする可能性があります。
ラインカメラの場合、スキャンするラインのみ均一に照明が当たればよいため、LEDバー照明がよく使用されます。エリアカメラの場合より照射方法の自由度が高くなりますが、照度は強いものが必要となります。
ラインスキャンカメラの種類
ラインスキャンカメラは、モノクロとカラーに分類され、それぞれもいくつかの種類に分けられます。
モノクロ
1ライン | センサが1ラインのみの、シンプルな構造のカメラ  |
|---|---|
マルチライン | 通常2本または4本のセンサラインを持ち、各ラインは個別にデータを出力します。 これらのデータは後でデジタル的に合算され、高感度の情報が生成されます。 さらに、位置の微調整のために、ラインディレイ機能も備えています。 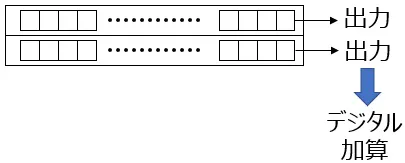 |
TDI | 32、64、または128のラインが垂直に配置され、データを結合して高感度を実現する仕組みです。 このプロセスでは、電荷が物理的に伝達され、全画素のデータが最下部のラインから出力されます。 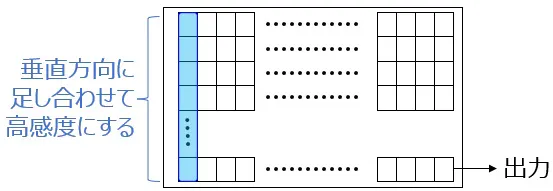 |
カラー
1ライン | ラインセンサー上に、赤/緑/青のフィルタが横一列に配置されています。 各ユニットは3つの画素から構成され、これにより色のズレが生じますが、他のカラーカメラに比べてコストが低い特徴があります。  |
|---|---|
2ライン | 2つのラインセンサーには、赤/緑/青のフィルタが配置されています。 人間の視覚システムが緑に対して感度が高いことから、緑の占める割合が多くなっています。 ただし、輝度差の大きいエッジ部分では時折偽の色が現れます。この問題を軽減するために、補間データを生成して偽色を減少させます。  |
3ライン | 各ラインセンサの上にそれぞれ赤/緑/青のフィルタがあり、3つのラインセンサを並べています。 フィルタなしのセンサを加えた4ラインのものもあります。 各ラインの場所のずれを調整するためにラインディレイ機能がついています。 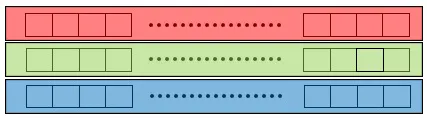 |
3板式 | 3つのラインセンサーと3つのプリズムを搭載することで、ラインディレイ機能による調整を不要にしています。 プリズムの内蔵により、他のカラーカメラに比べてサイズが大きなることから、高額です。 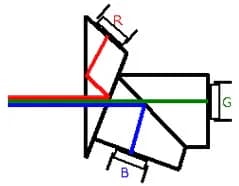 |
ラインスキャンカメラの選び方のポイント
適切なラインスキャンカメラを選ぶために検討すべきポイントをいくつかご紹介します。
画素数
「画素数」とは、カメラの撮像素子に並んでいる画素の数を表す指標です。画素数が多いほど、より高精細な画像を撮影できます。ただし、必要な画素数は撮影対象物の大きさや必要な精度によって異なり、過剰な画素数は処理に時間がかかるため、必要な精度を満たす画素数を選択することが重要です。
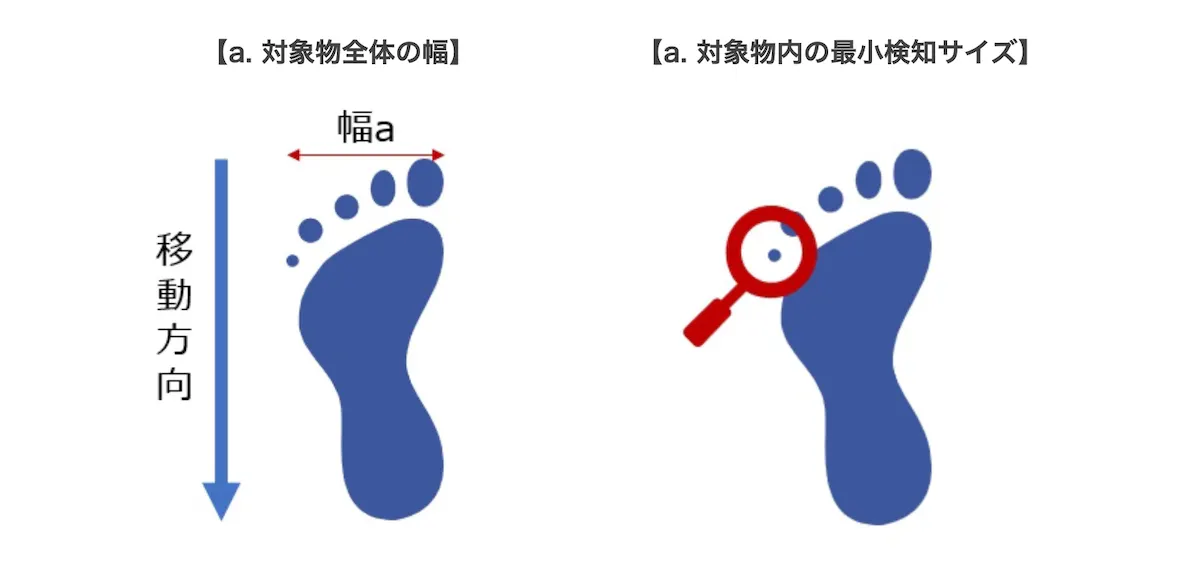
例えば上部の足あとを撮影する場合は、対象物がかけることなく撮影範囲に入る必要があるため、ラインセンサの方向の長さ(幅a)を測定します。
一方、足あと内で最も小さいのは小指部分です。縦/横のうち短いほうの長さ(最小検知サイズb)を測定します。
このa, b2つの値によって、カメラに必要な画素数を計算することができます。
【対象物の大きさa ÷(最小検知サイズb ÷5※)= カメラに必要な画素数】
ラインレート
「ラインレート」とは、1秒間にスキャンできるライン数を示す指標です。ラインスキャンカメラは被写体をスキャンするか、あるいはカメラ自体を移動させて撮影する必要があり、この移動速度を「搬送速度」と呼びます。搬送速度とラインレートが適切でない場合、下記のように画像に伸び縮みが発生する可能性があるため注意が必要です。

搬送速度と視野幅によって、ラインレートを計算することができます。
【搬送速度(mm/sec) ÷(視野幅(mm) ÷ カメラの画素数)= カメラに必要なラインレート(Hz)】
各単位の変換に気を付けてください。上記計算式で算出したラインレートより速い(大きい)数値のカメラを選べば問題ありません。
インターフェース
下記3種類が、ラインスキャンカメラで使用される主なインターフェースです。

画素数とラインレートが設定されると、サポートするインターフェースが特定されることもありますが、適切なインターフェースを選択する際には、以下の2つの要点を確認しましょう。
カメラとコントローラ(PC)までの距離
CameraLinkは最長10mまでしかケーブル長がありません。 それ以上の距離の接続が必要な場合はGigE VisionかCoaXPressを検討する必要があります。
必要な画像処理速度(タクトタイム)
検査速度(タクトタイム)が速い場合は、転送速度が速くないと画像処理が滞ってしまいます。処理速度に問題がないか検証するようにしてください。
ラインスキャンカメラの用途例
ラインスキャンカメラを活用した検査事例についてご紹介します。
幅計測 | 対象部材(ゴム、鉄、フィルム、紙など)の幅を連続測定します。 被検査物体がカメラと照明の中を通過する際、照明からの光がカメラに射す光路を遮断します(遮光)。 この遮光された領域は、カメラに内蔵された受光素子(センサ)で検知され、その遮光された画素の数と画素ごとのウェイトを利用して、物体の幅が計測されます。 幅の広い対象物や高い精度が求められる場合は、システムの構築においてカメラの数を増やすことが考えられます。 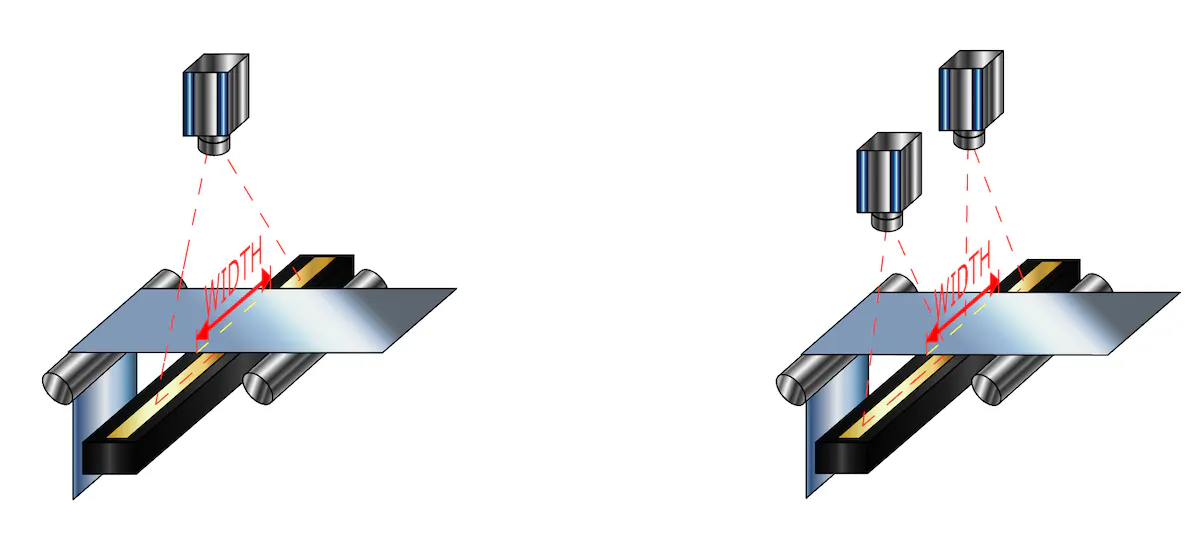 |
|---|---|
欠陥検出 | 対象部材を連続監視し、穴あきや異物などの欠点部を検出します。 検査対象物とその中で生じる欠陥(穴や異物の混入など)部分に差異がある場合、これを検知します。差異が大きければ大きいほど、検出が容易になります。また、検知可能なサイズや数は機器の性能に依存します。 異物が発生した箇所で、製品部分(正常な部分)との差異がある場合でも検出が可能なことがあります。 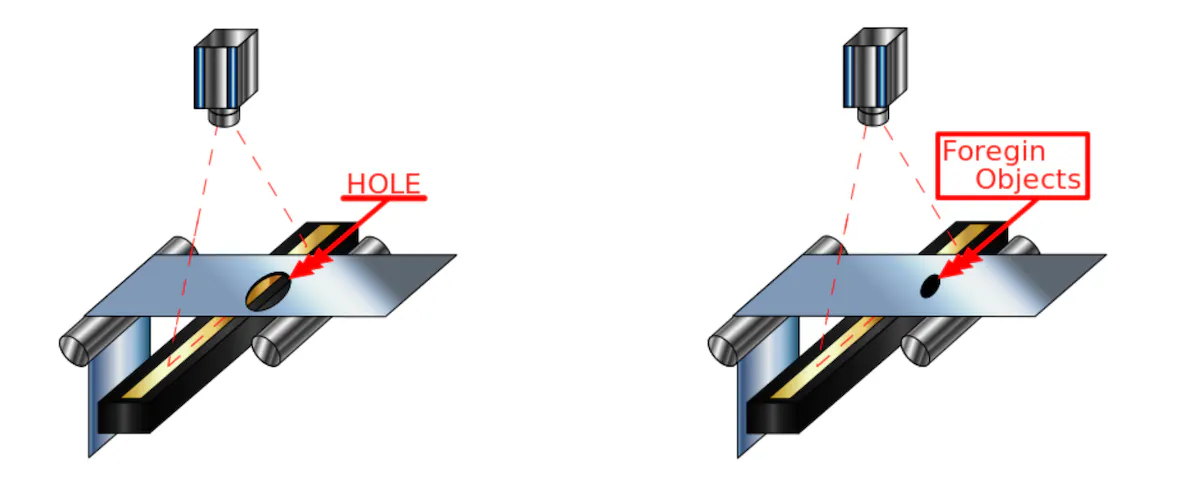 |
位置不良検出 | 対象の位置を監視し、ズレなどの不良部を検出します。 対象の各位置(エッジや中心位置)を検出し、基準との差が設定値以内であるかどうかを判断します。 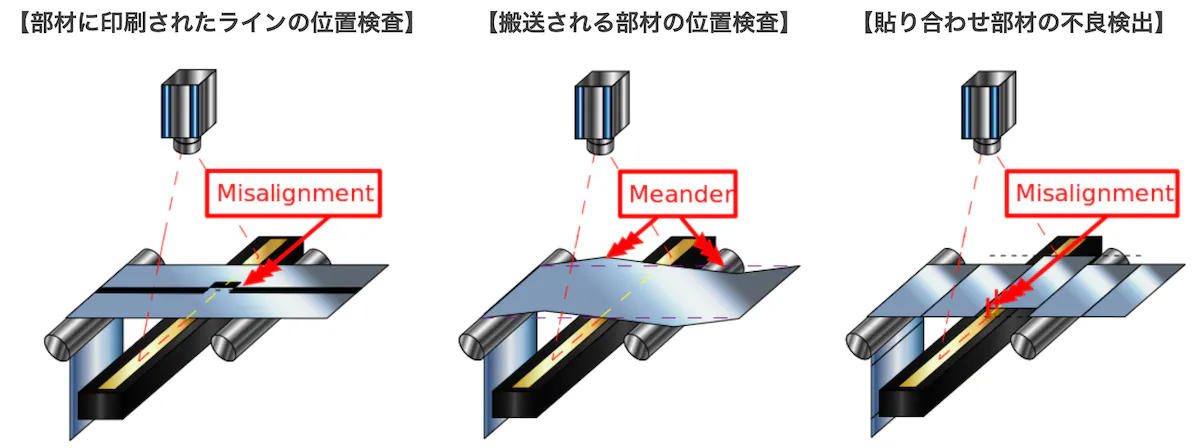 |
個数計数 | 視野内を通過する対象製品の個数を計数します。 量産される製品の数を計測します。製品がカメラの視野を通過すると、対象画素部分が入光⇒遮光⇒入光と継続的に変動するため、そのサイズや時間などを基に判定し、数をカウントします。 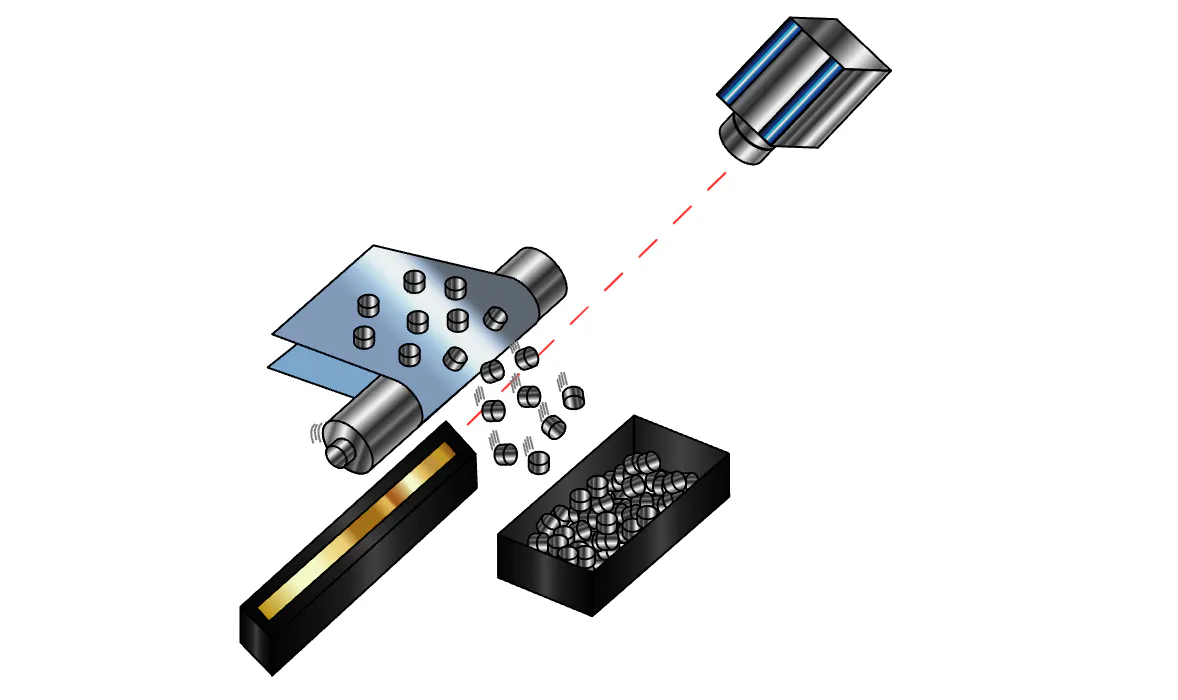 |
表面検査装置 | 対象物の表面を検査し、欠点や異物などを検出します。 被検査物に光を照射し、その反射光をカメラで受け取り、画像処理を通じて物体の表面情報を取得して検査を行います。ラインセンサカメラでは、円筒形の物体を回転させながら撮影することで、物体表面を平坦に取り込むことができます。これにより、円筒形のワーク(例: シャフト部品など)や球体形状のワークにおいて、形状による影響を軽減して検査が可能です。 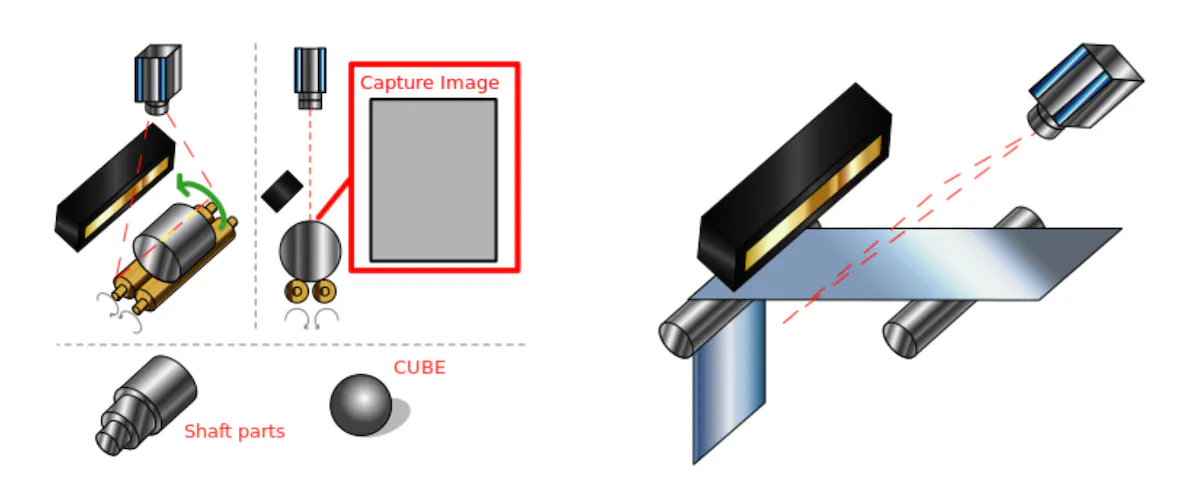 |
NEDラインスキャンカメラのご紹介
NEDが提供するラインスキャンカメラには、「Ryuganシリーズ」「CLISBee-Aシリーズ」「SUシリーズ」「RAINBOWシリーズ」の4シリーズがございます。
Ryuganシリーズ

NEDが自信をもって提案する新しいラインスキャンカメラシリーズ「Ryugan(龍眼)」は、高速かつ高品質な性能を備えています。厳格な要件を持つアプリケーションにも対応し、GigE Visionモデルを含む新しいモデルがRyuganシリーズに順次追加されています。
画素数 | 2-16K pixels |
ラインレート | ~125kHz |
CLISBee-Aシリーズ

CLISBee-Aシリーズは、高い感度、高速、低ノイズをリーズナブルな価格で提供しています。このシリーズにはシングルとデュアルのセンサーがあり、マルチラインセンサーの利点がお客様のプロジェクトの成功に寄与します。
画素数 | 2-16K pixels |
ラインレート | ~77kHz |
SUシリーズ

SUシリーズは、ローコストアプリケーションや簡易的なシステム構築に有効なコストパフォーマンスの高いラインスキャンカメラのシリーズです。
画素数 | 2-7K pixels |
ラインレート | ~12kHz |
RAINBOWシリーズ

Rainbowシリーズは、カラーラインスキャンカメラのシリーズです。デュアルラインと3ラインのセンサーモデルが効果的な性能を提供します。RC3Cシリーズは、Ryuganシリーズのセンサを組み込んでおり、高解像度のカラー処理に適しています。
画素数 | 1-7K pixels |
ラインレート | ~40kHz |


